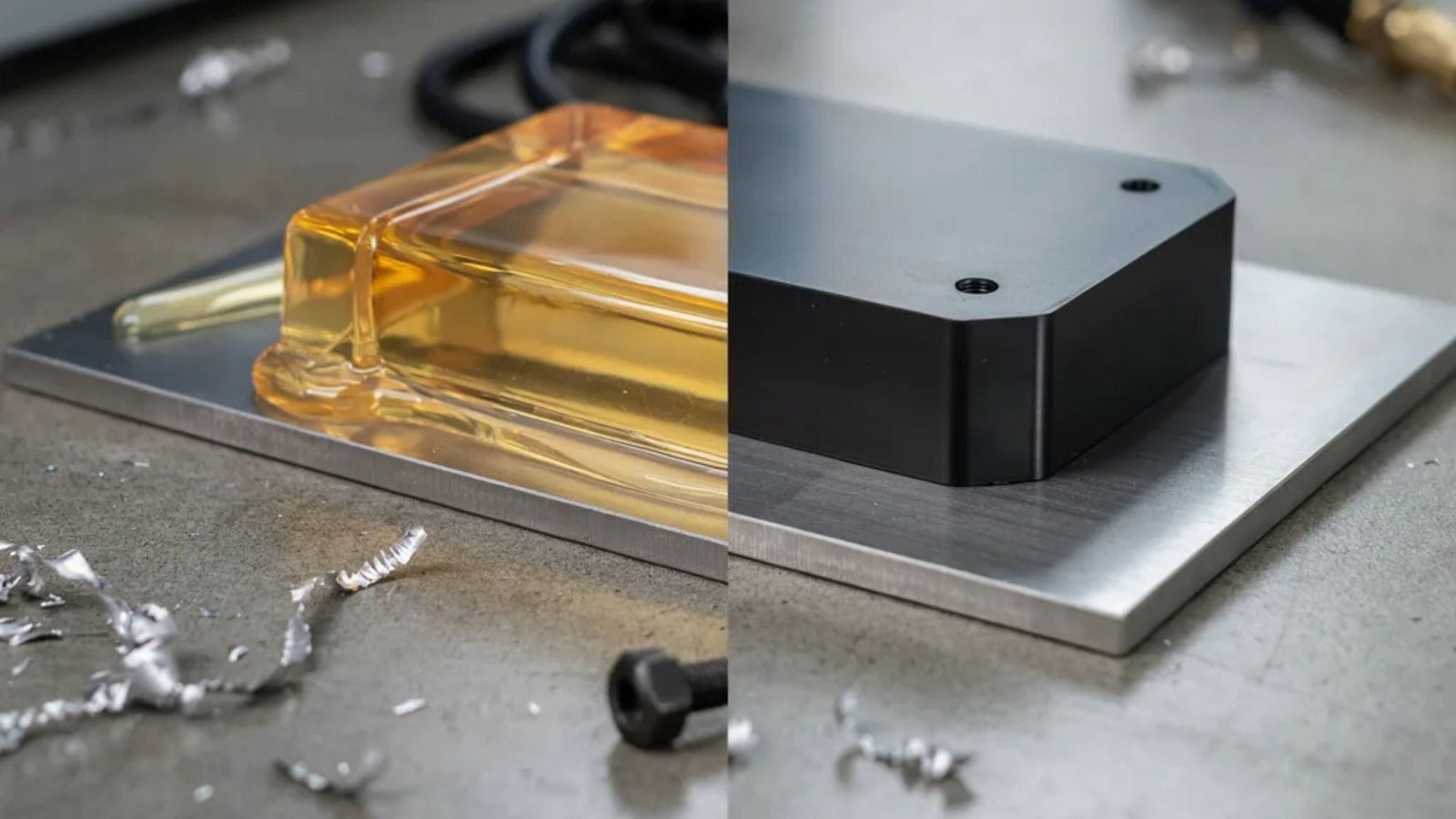
For runs under 50 units, vacuum casting is almost always the better choice. It uses a silicone mould built from a 3D-printed master model, so there’s no steel or aluminium tooling to cut. Injection moulding only becomes cost-efficient once volumes climb into the hundreds or thousands, where the upfront tooling cost gets spread across many parts. The right call depends on your part count, timeline, and how close to production-grade the finish needs to be.
Vacuum Casting vs Injection Moulding at a Glance
| Factor | Vacuum Casting | Injection Moulding |
| Ideal volume | 1–50 parts per mould | Hundreds to thousands+ |
| Tooling | Silicone mould from a 3D-printed master | Machined steel or aluminium mould |
| Upfront cost | Low, no hard tooling | High, tooling is the main cost driver |
| Turnaround | 5–10 days | Longer, mould-making adds weeks |
| Materials | PU resins mimicking ABS, PC, PP, wax, glass-filled, rubber, and PMMA | PP, ABS, PC, Nylon, HDPE/LDPE, TPE/TPU, POM, PVC |
| Consistency | Mould degrades after ~20–25 casts | Highly repeatable across the run |
| Best for | Prototypes, pilot batches, market testing | Scaled production, tight tolerances |
What Is Vacuum Casting, and Why Does It Suit Low Volumes?
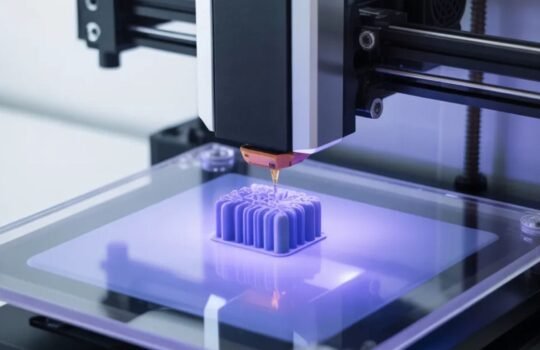
Vacuum casting builds a silicone mould around a master model, usually SLA 3D-printed, then casts two-component polyurethane resin into it under vacuum to remove air bubbles. The result is a plastic part with a finish close to an injection-moulded one, without cutting any hard tooling.
This suits runs where final volumes aren’t locked yet: functional prototypes, pre-production validation, small batches, or limited-edition runs. With no steel mould to machine, a finished CAD file can become a batch of parts in roughly 5 to 10 days. The trade-off is mould life. A silicone mould typically holds up for around 20 to 25 casts before detail starts to degrade, which is why the process naturally caps out near 50 parts.
What Is Injection Moulding, and When Does It Pay Off?
Injection moulding injects molten thermoplastic into a machined mould, usually cut from steel or aluminium. That mould is a one-time capital cost, but once it exists, every part costs very little to produce, with minimal scrap and reduced post-processing.
The tooling investment makes injection moulding a poor fit for short runs and an excellent one for scaled production. It’s also the only realistic option for regulated products. Medical devices, for example, can be injection-moulded in materials with USP Class VI and ISO 10993 biocompatibility, supporting ETO or gamma sterilisation, requirements that rarely come up in a 20-piece prototype run.
Cost Comparison: Where the Money Actually Goes
- Vacuum casting carries almost no upfront cost. You pay for the master model and resin per part, and the cost per part stays roughly flat across a small batch.
- Injection moulding front-loads cost into the mould. Per-part cost is low, but you’re paying for tooling before a single unit is made.
As a rule of thumb, under 50 units favours vacuum casting. Above a few hundred units, injection moulding’s low per-part cost usually wins out. The exact break-even point shifts with part geometry and mould complexity.
Which Should You Choose for a Low-Volume Run in 2026?
Choose vacuum casting if you need 1 to 50 parts, the design might still change, you’re testing market fit before committing to tooling, or you want a near-final finish fast.
Choose injection moulding if the design is locked, your target volume is in the hundreds or more, you need biocompatibility or sterilisation certification, or long-term per-part cost matters more than getting started quickly.
A common workflow: validate with 20 to 50 vacuum-cast units, then move the same design into injection moulding once volume justifies the tooling spend. This staged approach also reduces risk. Any design flaw caught during the vacuum-cast batch is far cheaper to fix than one discovered after a steel mould has already been cut, since reworking hard tooling adds both cost and weeks of delay.
Part geometry matters too. Thin walls, undercuts, and fine surface texture typically transfer well from a vacuum-cast prototype to an injection-moulded part, but always confirm draft angles and wall thickness with your manufacturing partner before locking the production mould design.

Frequently Asked Questions
Can a vacuum-cast part look identical to an injection-moulded one?
Very close. Vacuum casting is designed to replicate injection-moulded finishes for functional testing, though the resin isn’t the exact production thermoplastic.
How many parts can one silicone mould produce?
Typically, 20 to 25 before detail starts to degrade, which is why vacuum casting suits runs up to about 50 units.
Is injection moulding ever worth it for a 100-unit run?
For simple geometries with low mould complexity, yes. For complex parts, vacuum casting usually stays cheaper until volumes are much higher.
Can I switch from vacuum casting to injection moulding using the same design?
Yes. The vacuum-cast prototype validates the design, and the same CAD file is used to cut the production mould later.
Does vacuum casting support the same materials as injection moulding?
Not exactly. Vacuum casting uses polyurethane resins engineered to mimic materials like ABS, PC, and PP, rather than the true production-grade thermoplastic itself.
Which process is faster for a prototype batch?
Vacuum casting, since there’s no mould to machine. Parts are typically ready in 5 to 10 days versus several weeks for a production mould.