If you have ever needed a functional prototype in 48 hours or a complex end-use part that no mould could produce, selective laser sintering already has your attention. SLS has moved well past the experimental phase. Today, it sits at the centre of serious manufacturing workflows across industries where geometry complexity, material performance, and turnaround speed all matter at once.
This guide breaks down exactly how SLS works, where it delivers the most value, and why makers and builders across India are adopting it faster than any other additive process right now.
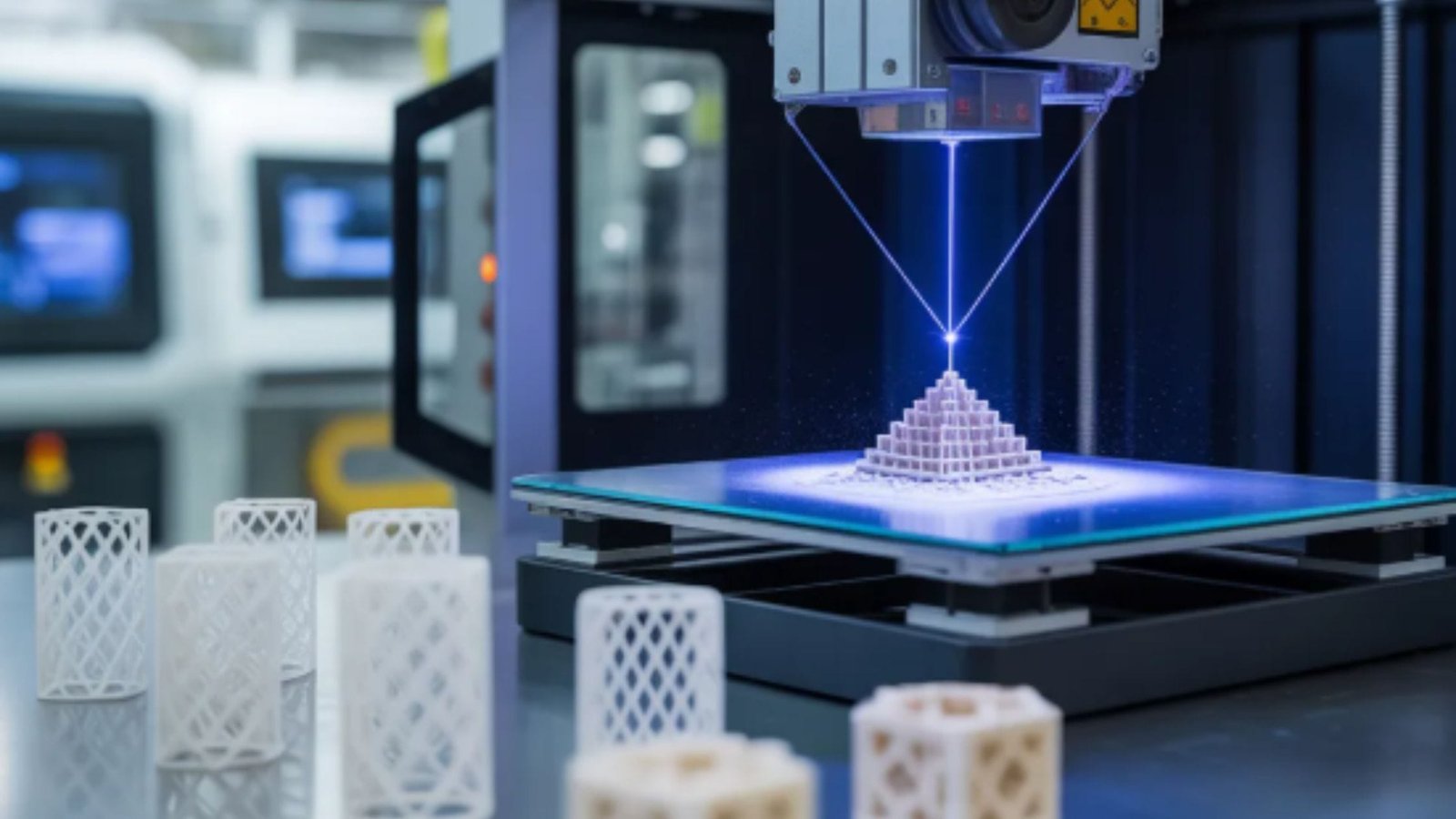
What Is Selective Laser Sintering and How Does It Work
Selective laser sintering is a powder-bed additive manufacturing process. A high-powered laser traces each cross-section of a part design into a bed of polymer or metal powder, fusing particles layer by layer until the full geometry is complete. No support structures are needed because the surrounding unfused powder holds the part in place throughout the build.
Key process characteristics:
- Build chamber temperatures are precisely controlled to keep powder just below the sintering point
- Layer thickness typically ranges from 0.08mm to 0.15mm
- Unused powder is recoverable and can be recycled into subsequent builds
- Parts emerge with isotropic mechanical properties, meaning consistent strength in all directions
This combination of support-free building and recyclable material makes SLS one of the most efficient additive processes available at the production scale.
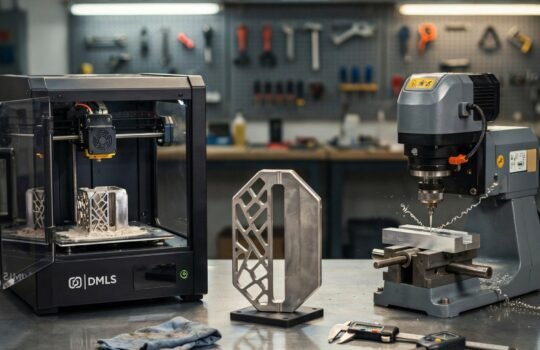
SLS vs Direct Metal Laser Sintering – Understanding the Difference
Makers often use these terms interchangeably, but they refer to distinct processes. Selective laser sintering traditionally processes polymer powders, most commonly nylon PA12 and PA11. Direct metal laser sintering uses the same core mechanism but operates at much higher laser intensities to fuse metal powders, including stainless steel, titanium, aluminium, and Inconel.
Both processes share the powder-bed architecture and layer-by-layer build approach. The critical differences are:
- DMLS requires an inert gas atmosphere to prevent oxidation during sintering
- Metal builds typically need post-process stress relief and heat treatment
- Direct metal laser sintering parts can match or exceed the mechanical properties of wrought metal components
- SLS polymer parts offer excellent chemical resistance and dimensional stability
For teams choosing between the two, the decision usually comes down to end-use environment. Structural and thermal applications point toward direct metal laser sintering. Functional enclosures, jigs, fixtures, and complex assemblies often favour SLS polymers for their speed and lower cost per part.
Industries and Applications Where SLS Delivers the Most Value
SLS has found a permanent home in several verticals where traditional manufacturing hits geometric or economic limits.
Aerospace and defence: Internal ducting, brackets, and housings with internal channel geometries that cannot be machined or moulded are prime SLS candidates. Weight reduction through topology-optimised designs is a direct benefit.
Automotive and motorsport: Custom air intake components, cable routing brackets, and low-volume end-use interior parts where tooling investment is not justified.
Healthcare and medical devices: Patient-specific surgical guides, prosthetic sockets, and anatomical models built directly from scan data. When combined with a 3D scanning service, clinicians can go from patient scan to fabricated device in a compressed timeline.
Consumer products and industrial design: Fully functional assemblies with snap fits, living hinges, and interlocking components that would require multiple injection moulded parts can be produced as a single SLS build.

Why Metal 3D Printing in India Is Accelerating Right Now
Three converging factors are driving the growth of metal 3D printing in India: increased availability of bureau services, falling cost per part as technology matures, and a manufacturing sector actively looking to reduce import dependency on complex components.
What this means for Indian makers and builders:
- Functional metal prototypes no longer require overseas sourcing
- Low-volume production runs of titanium and stainless components are now commercially viable domestically
- Lead times for complex metal parts have dropped from months to days
- Integration with 3D scanning service providers means reverse-engineered legacy components can go directly from scan to sintered metal part
Tesseract 3D sits at the intersection of these capabilities, offering both scanning and metal 3D printing india services under one roof, so teams avoid the coordination overhead of managing multiple vendors.
How to Integrate SLS Into Your Existing Workflow
Getting started with selective laser sintering does not require overhauling your design process. The integration points are straightforward.
Design for SLS: Wall thickness above 0.7mm, avoid large flat horizontal surfaces that may warp, design drainage holes for hollow sections to allow powder removal.
File preparation: Export as STL or STEP, ensure watertight geometry, confirm part orientation with your bureau to optimise surface finish and mechanical properties.
Post-processing options: Bead blasting for uniform matte finish, dyeing for colour-coding functional parts, vapour smoothing for improved surface quality on fluid-contact components.
When combining SLS with a 3D scanning service workflow, the typical sequence is scan the reference object, process the point cloud into a clean mesh, refine in CAD, then submit for sintering. This scan-to-sinter pipeline is now a standard offering at specialist bureaux.
Conclusion
Selective laser sintering has earned its position as a production-grade manufacturing process. The ability to produce complex, functional, support-free parts in both polymer and, through direct metal laser sintering, full metal builds means it covers a wider range of real manufacturing problems than almost any other single technology.
For makers and builders in India, the timing is right. Metal 3D printing India services are mature enough to support serious production workloads, and integrating a 3D scanning service into the front end of that workflow makes the entire pipeline faster and more accurate than traditional approaches.
If you are ready to move from prototype to production with confidence, Tesseract 3D has the scanning and sintering capabilities to get you there.
Frequently Asked Questions
What materials can be used in selective laser sintering?
The most common SLS materials are nylon, PA12 and PA11. Advanced options include glass-filled nylon for added stiffness, TPU for flexible parts, and PEEK for high-temperature applications. For metal parts, direct metal laser sintering handles stainless steel, titanium, aluminium, and Inconel.
How accurate is SLS compared to CNC machining?
SLS typically achieves dimensional tolerances of plus or minus 0.3mm on standard builds. CNC machining delivers tighter tolerances at plus or minus 0.05mm or better, but cannot produce the internal geometries, undercuts, and complex channels that SLS handles without additional setups or assembly steps.
Can SLS parts be used as end-use production components?
Yes. SLS parts built from PA12 nylon meet the mechanical, chemical, and thermal requirements for a wide range of end-use applications, including automotive brackets, medical device housings, aerospace jigs, and industrial fixtures.
How does a 3D scanning service connect to SLS production?
A 3D scanning service captures the geometry of an existing physical object and converts it into a clean digital file. That file is then refined in CAD and submitted for SLS or direct metal laser sintering production. This scan-to-sinter workflow is standard for reverse engineering and legacy part replication.
Is metal 3D printing in India cost-effective for small production runs?
Yes. For quantities of one to one hundred parts, metal 3D printing India services are often more cost-effective than tooling-dependent processes like casting or forging. There are no minimum order quantities, no tooling lead times, and geometry changes between runs cost nothing beyond file revision time.