If you’ve ever held a perfectly detailed resin miniature or a smooth dental crown, there’s a good chance it was made using Digital Light Processing (DLP) 3D printing.
At Tesseract3D, with over a decade of hands-on experience in additive manufacturing, we’ve watched DLP go from a niche industrial process to one of the most accessible and powerful tools available to makers, product designers, and engineers in India. Whether you’re prototyping a new product, exploring 3D product design, or scaling toward full manufacturing, understanding DLP is the first step.
This guide breaks it all down from the science behind DLP to how it connects with 3D product design and injection moulding.
How Does DLP 3D Printing Actually Work?
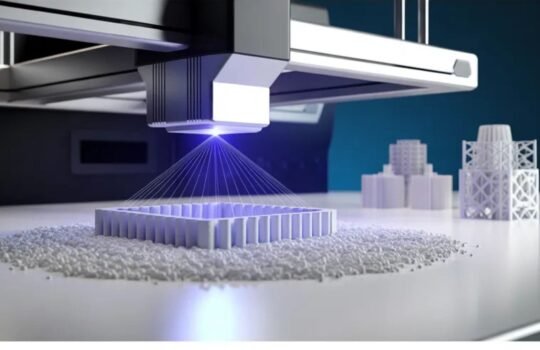
DLP 3D printing uses a digital light projector to cure liquid photopolymer resin layer by layer. Unlike inkjet or FDM printing, where material is deposited, Digital light processing 3d printing works by hardening and flashing an entire cross-section of the model at once using a digital micromirror device (DMD) chip.
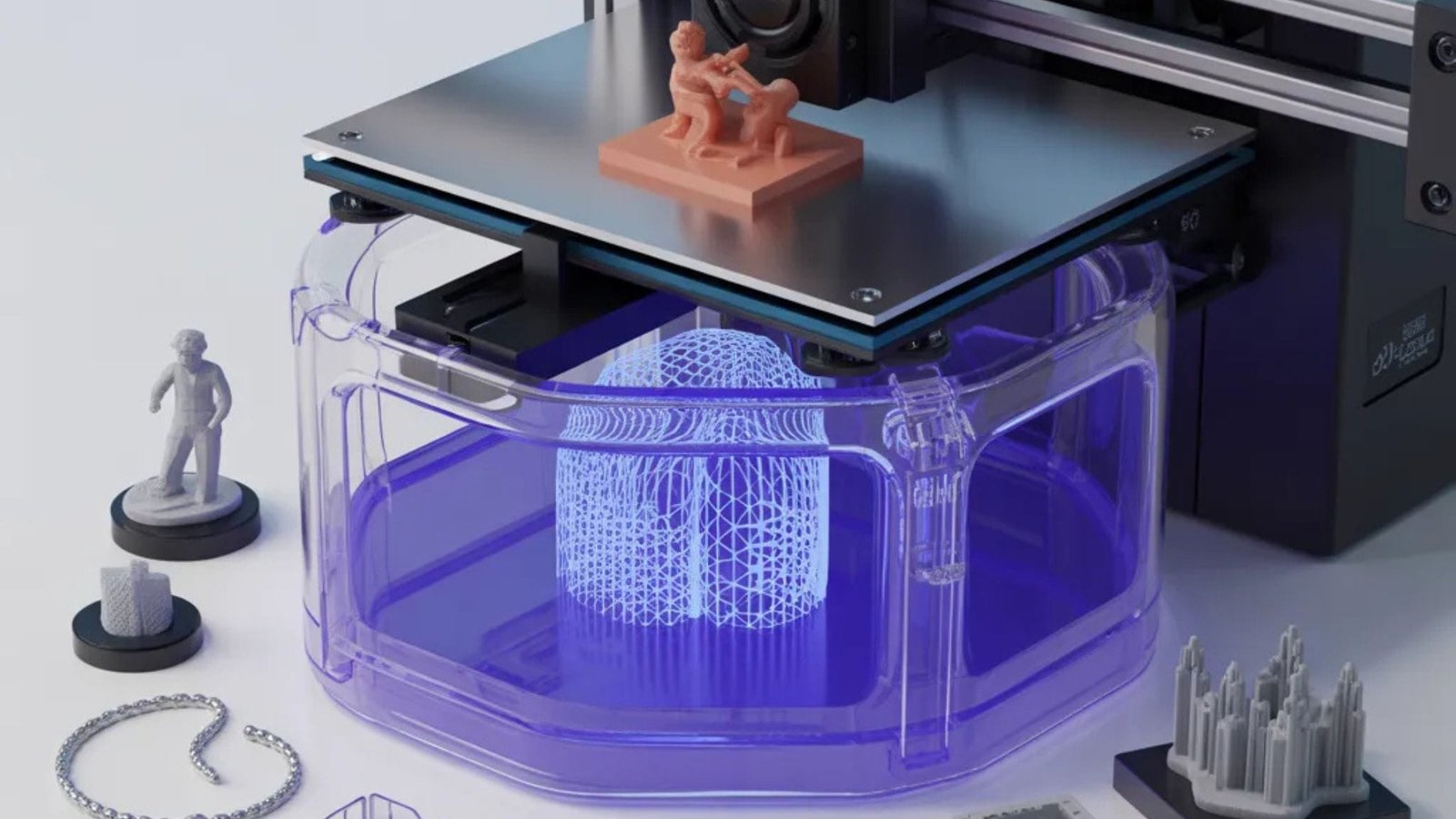
Here’s the basic process:
- A UV projector flashes a full-layer image onto the bottom of a resin vat
- The build platform lifts upward, peeling the cured layer away
- The next layer is exposed, and the process repeats until the full part is complete
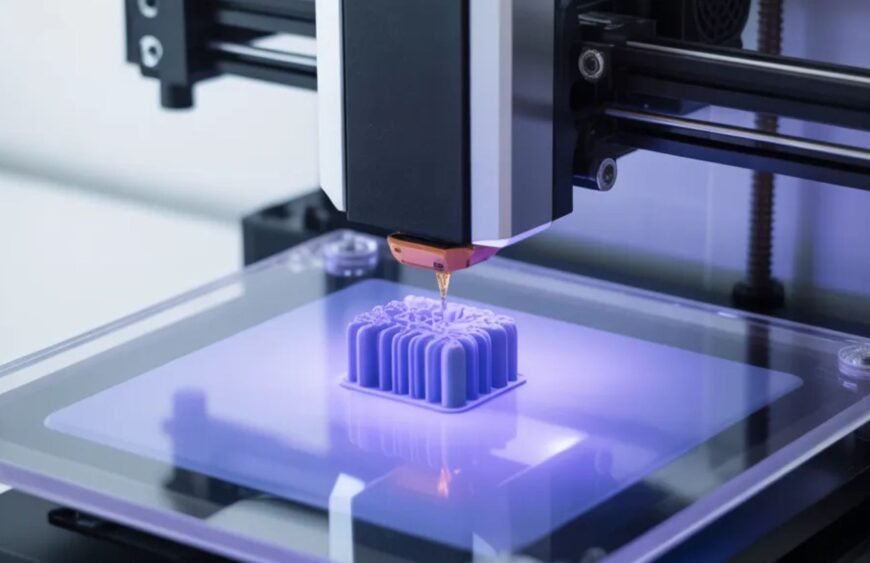
- The finished print is washed in isopropyl alcohol and post-cured under UV light for final strength
Because each layer is projected as a complete image, not drawn point-by-point, DLP is significantly faster than SLA for medium-sized parts, while maintaining excellent surface detail.
DLP vs SLA vs FDM: Which 3D Printing Method Is Right for You?
Choosing the right process depends on your application, budget, and detailed requirements. Here’s how the three main technologies stack up:
- DLP: Fast, high XY accuracy, great for dental, jewellery, and engineering prototypes. Best for medium-volume resin parts.
- SLA: Finest surface finish and micro-detail resolution, ideal for intricate geometries. Slower than DLP due to point-by-point laser curing.
- FDM: Most affordable and widest range of materials (PLA, ABS, PETG, TPU). Lower surface resolution, but excellent for functional structural parts.
For most makers and product designers working on detailed prototypes, DLP hits the sweet spot between speed, resolution, and material performance. If you’re unsure which process suits your project, Tesseract3D’s team can guide you based on your 3D product design requirements.
DLP Printing Materials and Key Manufacturing Applications
One of DLP 3d printing‘s biggest strengths is the variety of specialised resins available today:
- Castable wax-like resins are used in jewellery and dental crowns for direct investment casting
- Engineering resins, ABS-like and polypropylene-like materials for functional prototype testing
- Flexible resins for gaskets, grips, and wearable applications
- Biocompatible resins approved for medical device and dental use
Where does injection moulding fit in?
For low-volume production runs (typically under 500 units), DLP-printed bridge tooling is a cost-effective and fast alternative to traditional injection moulding. You can produce silicone or urethane moulds from DLP master patterns and start making end-use parts within days without committing to expensive steel tooling. Once volumes scale beyond 500–1,000 units, conventional injection moulding becomes the more economical long-term choice.
The Role of 3D Product Design in a Successful DLP Workflow
Even the best DLP printer can’t fix a poorly designed file. Good 3D product design is the foundation of every successful print.
Key design considerations for DLP printing include:
- Wall thickness: Minimum 0.8–1.2mm, depending on resin type, to prevent breakage
- Support strategy: Overhangs beyond 45° need supports; strategic placement reduces post-processing time
- Hollowing: Large solid parts waste resin and increase print time; hollowing with drain holes is standard practice
- File format: STL and OBJ are standard; ensure your mesh is watertight with no inverted normals
Don’t have a CAD file ready? Tesseract3D’s in-house 3D product design team can take your concept, a sketch, a reference image, or a brief and turn it into a print-ready file. This service is especially popular with product startups and industrial designers launching new hardware.
Frequently Asked Questions
Is DLP 3D printing stronger than FDM?
It depends on the resin grade. Standard hobby resins are more brittle than FDM PETG or ABS. However, engineering-grade DLP resins can match or exceed FDM thermoplastics in tensile strength and are significantly better in surface finish and dimensional accuracy.
Can DLP printing replace injection moulding for production?
For production runs under 500 units, DLP-printed bridge tooling or direct resin parts are often faster and more cost-effective than commissioning injection moulding tooling. Beyond 500–1,000 units, the per-part cost of injection moulding becomes more competitive. The right choice depends on your volume, timeline, and material requirements.
What industries benefit most from DLP 3D printing in India?
Dental, jewellery, consumer electronics prototyping, medical devices, automotive, and defence are the primary sectors. Any industry that requires high-detail parts in short lead times is a strong candidate for DLP technology.